






Ciao a tutti,
vista l'autocostruzione di macchine CNC all'interno di questo forum,
ho pensato che sarebbe interessante capire come fanno queste macchine a muoversi, a seguire il percorso utensile sul pezzo da tagliare o fresare.
Scopo di questo topic e' dare una infarinatura generale sui concetti base di programmazione CNC.
Quello che leggerete e' tratto da pubblicazioni che ho utilizzato io per imparare ad usare il Mach3, sofware utilizzato per impartire comandi alla nostra CNC.
Spero possa incontrare l'interesse degli utenti di questa comunity.
Con l’avvento dell’informatica si è pensato di equipaggiare le macchine utensili con un computer che
rendesse più facili e precise le lavorazioni.
Questo computer doveva essere in grado di spostare con precisione, e anche simultaneamente, tutti i
movimenti che poteva fare la nostra macchina.
Il computer doveva inoltre essere equipaggiato da un apposito programma che gestisse la macchina
dando però all’operatore la massima libertà di eseguire tutti i movimenti che voleva. Un programma
che desse a sua volta la possibilità di programmare.
Se dunque la nostra macchina doveva essere programmata bisognava farlo nel modo più semplice
possibile, condensando le varie istruzioni, in comandi il più brevi possibile.
Nascono così i linguaggi di programmazione, come L’Heidenhain, composto da blocchi di comando
preimpostati e il linguaggio ISO, composto da righe di istruzioni a codici e parole, che è quello che ha
preso più piede.
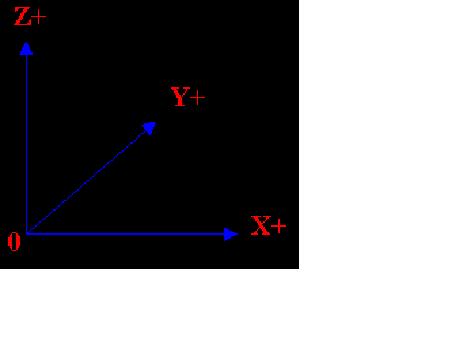
Gli assi.
Ogni macchina utensile ha 2 o più movimenti, le fresatrici ad esempio hanno un movimento del
mandrino longitudinale, uno trasversale ed uno perpendicolare rispetto al piano di lavoro, tali
movimenti seguono le regole degli assi cartesiani e vengono quindi chiamati assi.
vista l'autocostruzione di macchine CNC all'interno di questo forum,
ho pensato che sarebbe interessante capire come fanno queste macchine a muoversi, a seguire il percorso utensile sul pezzo da tagliare o fresare.
Scopo di questo topic e' dare una infarinatura generale sui concetti base di programmazione CNC.
Quello che leggerete e' tratto da pubblicazioni che ho utilizzato io per imparare ad usare il Mach3, sofware utilizzato per impartire comandi alla nostra CNC.
Spero possa incontrare l'interesse degli utenti di questa comunity.
Con l’avvento dell’informatica si è pensato di equipaggiare le macchine utensili con un computer che
rendesse più facili e precise le lavorazioni.
Questo computer doveva essere in grado di spostare con precisione, e anche simultaneamente, tutti i
movimenti che poteva fare la nostra macchina.
Il computer doveva inoltre essere equipaggiato da un apposito programma che gestisse la macchina
dando però all’operatore la massima libertà di eseguire tutti i movimenti che voleva. Un programma
che desse a sua volta la possibilità di programmare.
Se dunque la nostra macchina doveva essere programmata bisognava farlo nel modo più semplice
possibile, condensando le varie istruzioni, in comandi il più brevi possibile.
Nascono così i linguaggi di programmazione, come L’Heidenhain, composto da blocchi di comando
preimpostati e il linguaggio ISO, composto da righe di istruzioni a codici e parole, che è quello che ha
preso più piede.
Gli assi.
Ogni macchina utensile ha 2 o più movimenti, le fresatrici ad esempio hanno un movimento del
mandrino longitudinale, uno trasversale ed uno perpendicolare rispetto al piano di lavoro, tali
movimenti seguono le regole degli assi cartesiani e vengono quindi chiamati assi.





 ,comunque ci provero lo stesso.
,comunque ci provero lo stesso. 
» LA VOLAGE bark longe 1693 (arsenale)scala 1/36
» Cantiere corazzata Duilio del 1876
» IL NAVICELLO TOSCANO scala 1:36
» Cannoniera Arrows
» Disegni Sovereing of Seas Sergal
» AMERIGO VESPUCCI 1:84 - VELE
» Royal Caroline
» Posizionamento pietrere su La Belle